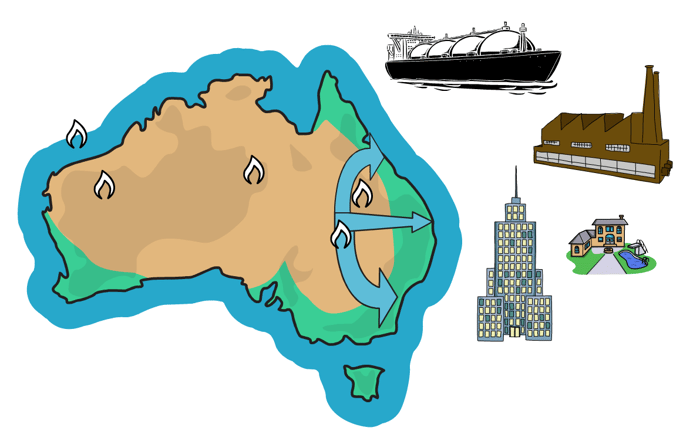
One of the many challenges of natural gas production is that natural gas reservoirs rarely reside in areas of dense energy consumption. Often, the hydrocarbon resources are in incredibly remote locations and the challenge then becomes how to safety transport this valuable resource so that it can be used to power our cities, factories, homes or be exported as LNG.
Pipeline Transmission
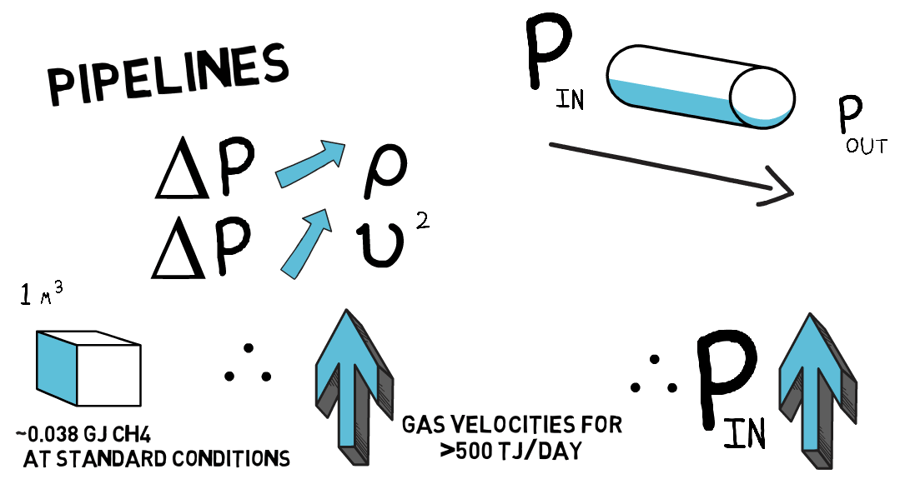
For most onshore resources and shallow offshore resources, the transportation of natural gas is accomplished via pipelines. Moving any fluid through a pipe, natural gas included, results in pressures losses (friction, elevation, etc).
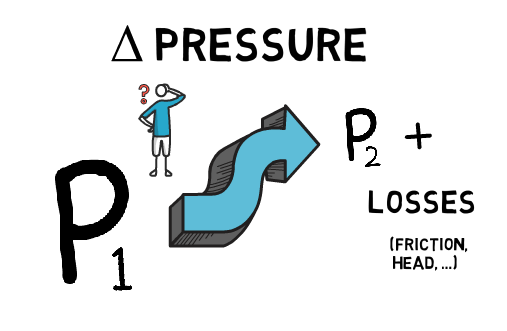
These pressure losses increase with increases in fluid density (ie. pressure) and velocity. Low pipeline pressures would result in lower pressure losses in the pipe due to lower fluid density, however, the energy content of a given volume of natural gas is very low at low pressures. At standard conditions (atmospheric pressure and 15.6°C) the energy content of 1m3 of methane (CH4) is only ~0.04 GJ. Therefore, to transport >500TJ/d, either the pipe diameters would have to be enormous or gas velocities would have to be prohibitively high. Therefore, gas transmission pipelines are operated at elevated pressures and their design is a balance between pipe diameter, pipe wall thickness, gas pressure and gas velocities, among many other considerations.
Gas Well Deliverability
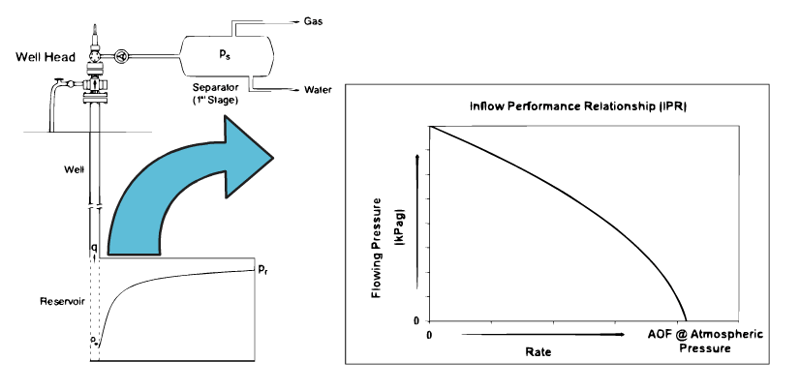
Unfortunately, high pipeline pressures are not conducive to the production of natural gas. Natural gas exists in pressured reservoirs deep underground and flows to the surface via wells only if the downhole to surface pressure differential is adequate to initiate and sustain flow. In general, each well has a minimum pressure differential required to flow gas to surface, with further declines in surface pressure resulting in increases in well deliverability and greater gas flow rates.
This relationship is shown below via a well head and reservoir schematic with the flow vs pressure relationship represented as an Inflow Performance Relationship (IPR) curve.
Compression
Compressors allow us to achieve the high pressures required to transport natural gas through economically viable pipelines while maintaining low well head pressures to stimulate natural gas production. The type, size and number of compressors will depend on many conditions, including reservoir type, geographic location, gas volumes, and gathering network size and configuration.
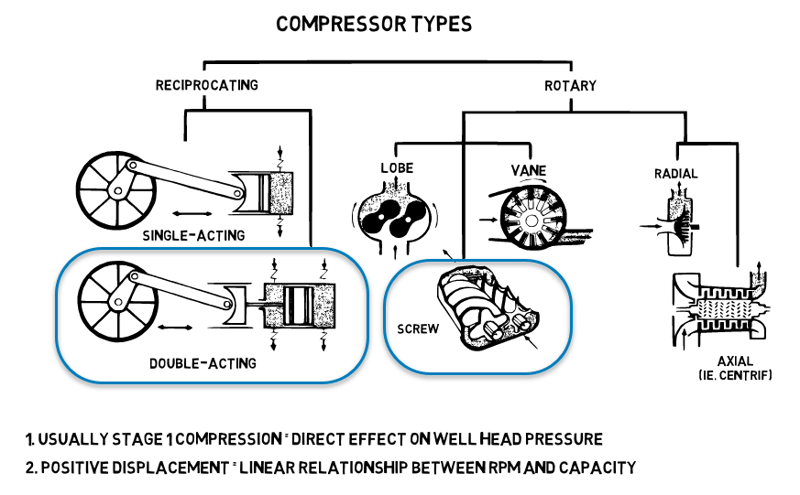
Detechtion Technologies specializes in optimization and health monitoring of reciprocating and rotary screw compressors. These compressors are the types most used as a first stage of compression and have a direct effect on well head pressure and deliverability. In both reciprocating and rotary screw compressors, compression is achieved via a reduction in volume. Both are also examples of positive displacement compression, meaning there is a linear relationship between compressor run speed (RPM) and capacity.
Rotary Screw Compressors
The screw compressor is a positive displacement, volume reduction machine, and can be either oil free or oil flooded in design. The oil free packages are used mainly in “dirty” gas applications, flare gas recovery, etc. and rely on timing gears to synchronize both the rotors. The process gas areas are sealed off from the lubrication system and bearing cavities by means of adequate sealing technology. The oil flooded screw compressor is used in air and process gas applications and relies on oil injection directly with the commodity that is being compressed.
The basic design of the screw compressor consists of two helical rotors that are cut in overlapping spirals within a common housing. The two rotors are identified as being a male or a female rotor and are supported by thrust and radial bearings. The male rotor is driven and the female rotor is the idling one.
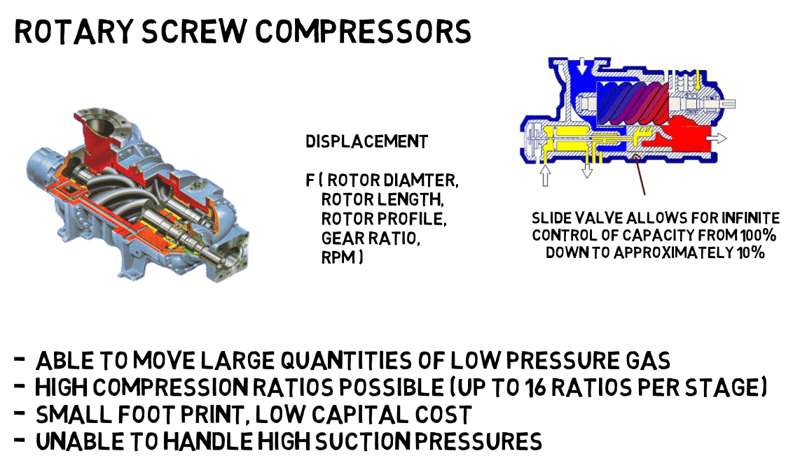
The primary advantage of a screw compressor is its ability to move large quantities of low-pressure gas. Other advantages include its simplicity, low cost, easy maintenance, and almost pulsation-less gas flow. The rotary compressor is generally at a disadvantage handling high pressures, large pressure differentials or pressure fluctuations.
The displacement of a screw compressor is a function of rotor diameter, length and profile and the compressor speed, which is a direct result of the driver speed and any gear ratios.
Reciprocating Compressors
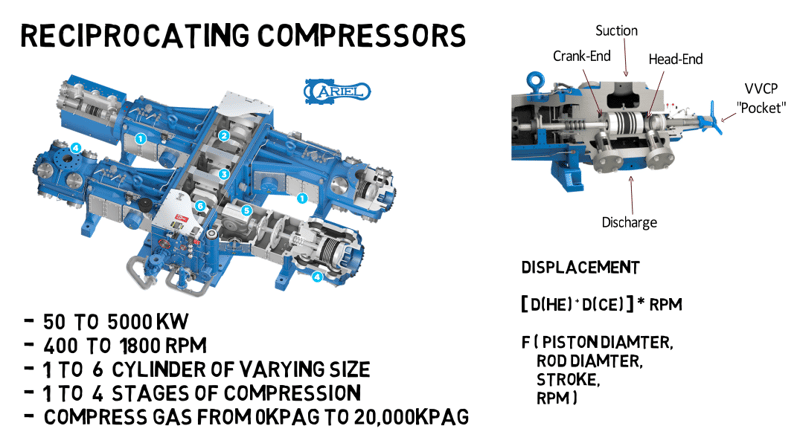
Reciprocating Compressors consist of a piston acting within a cylinder to physically compress the gas contained within that cylinder. This cylinder may be either single or double acting, and can be designed to accommodate a wide range of pressures or capacities. For this reason, the reciprocating compressor is the most common type found in the gas industry. Each compressor is designed to handle a specific range of volumes, pressures and compression ratios. The number of compression ratios and capacities that a compressor can handle are determined by the piston displacement and clearance volume.
Compared to the rotary compressor, the reciprocating compressor is more complex and may cost more to maintain. However, its higher efficiency and ability to handle greater pressures and compression ratio outweigh these disadvantages.
The displacement of a reciprocating compressor is a function of the Stage 1 piston diameter, rod diameter, stroke, number of cylinders and compressor running speed, RPM.
In the selection of a compressor unit, one of the primary considerations besides pressure-volume characteristics is the type of driver. Generally, small rotary compressors are driven by electric motors or natural gas engines, while the larger rotary compressors are usually turbine driven. Reciprocating compressors may be driven by electric motors or turbines, as well as steam, diesel or gas engines.
In some types of reciprocating compressors the power cylinder and compression cylinders are integrated into one unit and share the same frame and crankshaft. These compressors are referred to as integral units.
The power and compression cylinders of an integral unit may be either horizontally opposed or in a V-configuration with the power cylinders on one bank and the compression cylinders on the other.
Another type of reciprocating compressor is the separable unit. In this type of unit, the prime mover is separate from the compressor, thereby allowing the user to choose the driver best suited to the application. Although this design may be slightly more complex than that of the integral unit, its inherent flexibility often gives the separable unit an advantage over the integral unit.
A wide variety of compressor designs can be used on the separable unit including vertical, semi-radial and V-type. However, the most common design is the horizontal, balance-opposed compressor because of its stability and reduced vibration. The Ariel compressor shown in the image above is an example of this type of reciprocating compressor.
In the next E-Tip in this series, we will discuss key elements of the basic Compression Cycle for a reciprocating compressor. Click here to read E-Tip 1.19 now!
For more E-Tips, please visit the Detechtion Technologies Learning Center.